How to Build an Automated Car Wheel Coating Production Line?
Author:
Chuangzhi Coating
As a key component bearing the vehicle weight and transmitting power, car wheel coating must not only meet performance requirements such as salt spray resistance and impact resistance but also present an exquisite and uniform coating for aesthetic appeal. Building an automated wheel coating production line requires balancing process precision, production efficiency, and environmental standards to achieve full-process control from blank to finished product. As a professional manufacturer of coating line equipment, we have summarized a full-cycle construction plan covering planning, core processes, and intelligent control, based on the material characteristics (mostly aluminum alloy or steel) and mass production needs of car wheels.
Preliminary Planning: Matching Capacity and Process Requirements
The first step in production line construction is to clarify capacity goals and process standards to determine line scale and equipment configuration.
Capacity planning should consider wheel sizes (14-22 inch mainstream specifications) and beat requirements. For an annual output of 500,000 wheels, the production line needs to handle 120 pieces/hour, with a line length of approximately 150-200 meters, using overhead chain conveying (load capacity ≥50kg/hook) with adjustable speed of 0.5-2m/min. A 30% capacity redundancy should be reserved to cope with order fluctuations.
Process standards must align with OEM requirements, such as a total coating system (primer + basecoat + clearcoat) thickness of 80-120μm, salt spray resistance ≥1000 hours, and adhesion reaching level 0. For aluminum alloy wheels, special process requirements for post-anodizing coating must be considered, with the line compatible with chemical pretreatment and spraying connections.
Core Process Links: Fully Automated Process Design
The core of an automated wheel coating line lies in seamless connection of process links through precision equipment.
The pretreatment system thoroughly cleans oil stains and oxide scales on wheels, adopting a spray process of "pre-degreasing → main degreasing → water washing → surface conditioning → phosphating → passivation". Tanks are made of stainless steel (thickness ≥5mm) with a spray pressure of 0.2-0.3MPa to ensure no residue in hidden areas such as grooves and bolt holes. For aluminum alloy wheels, phosphating is replaced with chromating or chromium-free passivation to avoid substrate corrosion. After treatment, the wheel surface roughness Ra is controlled at 1.6-3.2μm to enhance coating adhesion.
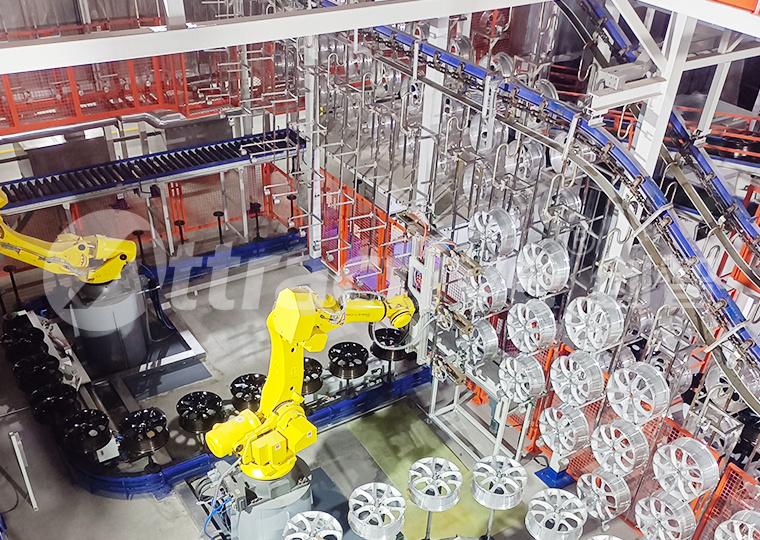
The spraying system is critical for quality control, using a "multi-gun collaboration + electrostatic assistance" mode. Primer and clearcoat stations are equipped with 6-axis spraying robots (repeat positioning accuracy ±0.1mm), each carrying 2-4 electrostatic spray guns (voltage 60-80kV). A visual positioning system identifies wheel models and automatically calls up spraying paths. The basecoat station can add manual touch-up windows (with clean workbenches) to meet personalized color needs. Spray booths adopt fully enclosed negative pressure design (air speed 0.3-0.5m/s) with a paint mist capture rate ≥98% to ensure no particles in the coating.
The curing system precisely controls temperature curves with segmented hot air circulation ovens. Primer curing is at 120±5℃ for 20 minutes; clearcoat curing at 180±5℃ for 30 minutes, with temperature difference controlled within ±3℃. Oven liners use high-temperature resistant stainless steel, equipped with heat exchangers to recover waste heat, increasing energy efficiency by 30%. A forced cooling zone (cooling to ≤40℃) at the exit prevents wheel deformation or coating damage.
Intelligent Control System: Full-Process Traceability
The core competitiveness of automated production lines lies in improving stability and traceability through digital management.
The central control system adopts a PLC+SCADA architecture, real-time collecting parameters of each station (such as bath concentration, spray pressure, curing temperature). It automatically alarms and triggers adjustments when values exceed set ranges (e.g., phosphating solution total acid deviation ±0.5 points). Through the MES system linked to wheel barcodes, it records process parameters and test results of each product, forming a full-life cycle file to support rapid traceability of quality issues.
The conveying system uses frequency conversion speed regulation, linked with each process beat. When an abnormality occurs at a station, the system automatically adjusts front and rear section speeds to avoid accumulation or line stoppage. For changeover production (e.g., switching between different wheel sizes), parameter call response time is ≤3 minutes, significantly reducing downtime losses.
Environmental Protection and Testing Configuration: Dual Guarantee of Compliance and Quality
Automated production lines must simultaneously address environmental compliance and quality control.
Waste gas treatment adopts a combined process of "paint mist filtration + activated carbon adsorption + catalytic combustion (RCO)", with VOC removal rate ≥95% and emission concentration ≤30mg/m³, meeting the latest environmental standards. Wastewater treatment uses "coagulation precipitation + biochemical treatment" to achieve COD ≤100mg/L and recycling (reuse rate ≥60%).
The online detection system sets three checkpoints: eddy current testing for surface cleanliness after pretreatment; film thickness gauge (accuracy ±1μm) for coating thickness after spraying; gloss meter (60° angle) and adhesion tester for sampling inspection after curing, ensuring gloss deviation ≤±2GU and qualified adhesion. Unqualified products are automatically diverted to the repair area to prevent them from entering the next process.
Case Reference: Effectiveness of a Wheel Enterprise Production Line
After introducing this automated production line, an aluminum alloy wheel enterprise saw significant improvements in key indicators: coating qualification rate increased from 82% to 99.5%, single-shift capacity increased by 50%, paint utilization rate rose from 60% to 85%, saving approximately 2 million yuan in material costs annually. Meanwhile, meeting environmental protection standards enabled it to pass OEM supporting certification, with orders growing by 30%.
Conclusion
Building an automated car wheel coating production line is a systematic project that must integrate capacity requirements, quality standards, and environmental requirements during the process design phase. Through full-chain upgrades of precise pretreatment, automated spraying, intelligent curing, and digital management, enterprises can not only meet strict quality standards of the automotive industry but also enhance competitiveness through efficiency improvements and cost optimization. Choosing an equipment manufacturer with customization capabilities ensures the production line is highly matched to actual enterprise needs, achieving both short-term production and long-term development goals.